It is installed in the holes of the cylinder head intended for installing valves and distilling the air-fuel mixture and exhaust gases through them. The part is pressed into the cylinder head at the factory.
Performs the following functions:
- hole tightness;
- transfers excess heat to the cylinder head;
- provides required influx air when the mechanism is open.
Replacing the valve seat is required when it is not possible to restore its tightness using mechanical processing (numerous treatments in the past, burnout, severe wear). You can do this yourself.
Here is the racing head in Borovsky with alloy seats inserted. Even for a race brake engine that only runs for a few seconds, we coat the titanium valves, says Hooper, because with aggressive cams they open and close so hard.
The reverse angles on the valve and the radius that fits into the stem are additional variables that contribute to performance air flow. Again, there are many theories regarding the number of reverse angles and their transitions, as well as the choice between tulip or nail valve designs.
Part repairs are performed when:
- plate burnout;
- after replacing the guide bushings;
- with a moderate degree of natural wear;
- if the tightness of the connection between the ring and the plate is broken.
Correcting worn and damaged saddles at home is done using cutters. In addition, you may need a welding machine or powerful gas-burner, standard set wrenches necessary for dismantling and disassembling the cylinder head, lapping paste, drill. 
"The general idea is that a tulip release valve helps everyone," says Rier. This is not the case if the throat is too small. Then it's better with a nail. On the chamber side, the motors also operate with different valve edge thicknesses and also have the option of tilt or field radius. One consensus on valve design is that the exhaust gas reserve should be thicker than the intake.
Long engine mileage
Here are two titanium intake valves that look almost identical, but there are subtle differences that would be useful for specific applications. To the right is a 52-degree, 0.050-inch seat with 35-degree backlighting and a 0.80-inch edge. On the right is a 0.50" 50-degree seat with a 35-degree backlight and 0.70" edge. Both shots are 0.80 inches wide.
Replacing seats
The replacement procedure consists of two important procedures: removing old parts and installing new ones.
Removing old planting elements
Replacement of valve seats is carried out on a dismantled cylinder head with a disassembled gas distribution mechanism. You can remove the old ring using welding machine, if the material from which it is made allows this to be done.
“It's typically 0.01 to 0.020 inches wider at the exhaust end,” says Hooper. "You can go 0.40 inches on the intake and 0.60 to 0.80 inches on the exhaust." Top fuel has nothing but 55 degrees, with real thick edges on the exhaust side, says Urrutia. "You want to get the radius in the corner so it doesn't expose itself to hot spots."
"You have to be very careful not only with the thickness of the brim, but also with the back angle to plate angle ratio if you decide to pop the valve," warns Manley. “The clearance angle depends on the valve lift and the shape of the valve,” adds Rier. Some can work very effectively with one angle, and some will do better with two. You make the transition to the valve on the seat the same way you make the transition to the valve hinge on the seat. And these transitions change depending on the cam and the lift curve.
To perform the procedure, a valve seat remover is made - an old unnecessary valve is taken, the plate of which must be ground to size internal diameter saddles
After this, the resulting tool is recessed into the seat, 2-3 mm short of the edge, and “grabbed” by welding in 2-3 places. Afterwards, the valve along with the metal ring is knocked out from the back side with a hammer.
Installation of new saddles
This cylinder head will run on an alcohol scavenge engine. The copper beryllium seat is processed with a 50-degree seat and a 40-degree top angle. Just under the seat is a very narrow 60-degree cut, which Ertman says helps 50-degree flow as much as 55-degree. The next three corners are wider than normal to minimize large fuel droplets associated with alcohol.
Cylinder head
Clearly, the synergy between the valve seat area and the valve head is critical for optimal air flow and engine performance. Much of the development and improvement comes from trial and error and flow testing through fluid dynamics simulations, offering additional information on all the angles that need to be considered. But how hard do racers push to pick up a couple of horsepowers before the bottom line hits?
Important! The welding procedure may cause some deformation of the seat. In this case, standard saddles will have weak fastening, which can lead to their spontaneous dismantling during engine operation. Rings of increased diameter are required, which are not sold in stores, but are made to order.
Some heads rise to a 65-degree valve seat, says Boggs. "But it gets pretty ugly in preserving the material." Recession shift and unleaded fuel. A lead additive in gasoline prevented wear of the exhaust valve seat under the combined effects of heat and valve closure. The lead acted by inhibiting the impact welding of the valve to the valve seat. This type of welding, even on a microscopic scale, eventually causes significant loss of soft metal from the valve seat in cast iron heads and allows the valve to sink further and further into the head.
Valve seats made from non-weldable metals can be removed by screwing a piece of pipe into the seat as a valve seat remover. To do this on inner surface the rings are threaded. A similar thread is applied to the outer surface of a metal pipe of suitable diameter.
Removing lead from fuel removes your engine's lifelong protection. Will this problem affect my Healy? It may, depending on the condition of your cooling system and the way you manage it. Highway use and towing are the most likely promoters of valve seat wear. Dirty and contaminated cooling systems are also culprits.
Angle between valve face and seat
It's hard to generalize, but wear can be quite rapid when unfavorable conditions, but barely noticeable in mild conditions. The initial symptom is a quieter running engine as the valve clearances gradually disappear and the associated knocking noise stops. The next symptom would be a severe misfire due to valve burning and failure.
An old valve is taken and first welded to the end of the pipe in the reverse position. In this case, the valve stem is inserted into the hole intended for it, the pipe is screwed into the thread, after which the element is removed by tapping the stem.
Installation of new saddles
Before starting the installation procedure of new saddles, the seats under them are cleaned of dirt. After the cylinder head should be heated evenly to a temperature exceeding 100˚C. At the same time, the metal expands, allowing the ring to be pressed in.
There are several options for choosing fuel and engine modifications. Your choice will depend on how you use your car and the state of your finances. Problems may not arise for several years. Replacement gasoline contains alternative additives to combat valve seat wear. These additives are certainly less effective than lead, but will provide limited protection. They are widely available but moderately expensive.
Use unleaded fuel with proprietary additives. These supplements have different chemicals and recommendations should not mix them; pick one and stick to it. Please note that some of these supplements are also available with an octane booster component.
The mounted part is cooled using liquid nitrogen. In its absence, you can use a combination of ice and acetone, which allows you to reduce the temperature of the metal to -70˚C. The dimensions of the parts are selected in such a way that the difference between the diameter of the seat and the ring is no more than 0.05-0.09 mm on cold parts.
It has returned to the market at select gas stations. Engine and other modifications. So-called fuel catalytic pellets can be installed in the fuel tank or in feed feed mode. They are inert and will not cause harm, but they will not provide any protection.
Installation of inserted sealed valves. Specialized manual machines can machine your cast iron valve seats and press press-fit valve seat slides that will resist wear and allow the use of unleaded fuel without additives. Only the exhaust valve seats need to be replaced. The cost is moderate and the performance should be reliable if the job is done correctly. If this is not the case and the inserts fall out, you will likely need a new head and engine rebuild.
The valve seat is pressed into place using a special mandrel or a piece of pipe of suitable diameter. The part should fit into the seat with little effort. It is important that the ring fits without distortion.
After pressing in and cooling the cylinder head, you should check whether the element is loose in the seat. If there is no gap and the replaced element is held tightly in place, the replacement procedure can be considered complete. Next, you need to trim the valve seats using cutters.
Heads from aluminum alloy are preparing with special valves and seats. You can run unleaded fuel indefinitely, receive best characteristics engine due to improved head design and carry much less weight!
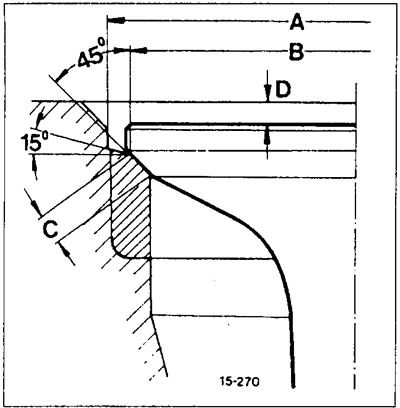
The valve seat should not be too wide for sealing purposes and not too narrow for good heat transfer. It must also maintain its shape without the previously protective lead coating. The valve seat can be remanufactured and replaced when the engine or cylinder head is rebuilt. In addition to the 45° valve seat angle, it has two correction angles of 15° and 75°. Other angles are possible here. Milling on the valve seat makes it wider, milling on the correction angles makes it narrower.
Important! During the standard replacement procedure, the valve plates of all valves are set quite high. However, some experts recommend processing chamfers in such a way that exhaust valves sat slightly deeper than normal. Saddle intake valve while leaving it in its normal position.
Saddle repair
Repair of valve seats is carried out when they are naturally worn out and the disc does not fit tightly to its seat.
Valve seat rings are sometimes an important topic for the end user, for example. For example, when it comes to a classic car that has been used for more early species fuel with lead tetraethyl. The valve starts, leaks and eventually burns out.
Machining a new seat
The most important monitoring measures here are frequent valve clearance checks and, of course, installation of the correct rings when remanufacturing the cylinder head. But even engines that have been converted to run on gas can develop problems at this stage. It also shows a high load if the valves with their armored surfaces with a ten thousand fold closure are suddenly slowed down here. At the same time, an intact valve seat provides much-needed heat transfer from the valve disc to the cylinder head.
In order to restore the geometry of the rings, valve seat cutters are used - a set of milling heads that allow making the necessary angles. 
Cones can be used in combination with special equipment. However, it is expensive. Therefore, at home, a ratchet wrench with an extension is used. Properly treated areas have angles of 30˚, 60˚ and 45˚. The processing of valve seats to create each of them is carried out with the appropriate cutter.
And, of course, it must seal one hundred percent. Steel alloys predominate in valve materials, also in valve seat rings, but are manufactured by centrifugal casting. The resulting centrifugal forces lead to some compaction of the microstructure. The sintering process is completely different. Here, the metal powders are pre-compressed and, being a relatively loose composite, their structure is only achieved through actual heat treatment, in which only the components of the compound are melted. In both cases, of course, precise measurement is required as post-processing.
Grinding valve seats does not require heating or other processing. Grooving is done “dry”. In the future, at the time of lapping, it is necessary to use a special lapping paste. For achievement best result It is recommended to grind in new seats manually rather than using a drill.
Besides, welding the valve and seat and then knocking it out is nothing more than the latest piece of wisdom. Here you need to grind it specifically so as not to burden the structure of the cylinder head. In contrast, inserting new saddle rings is an easy game because you can create enough freedom of movement with heat and cold.
Due to their rigidity, valve seats in the cylinder head must be machined using milling, grinding and turning tools. The valve seat in the valve head or cylinder head is restored using a valve spring. It must be ensured that the choice of milling head matches the exact same cut as specified in the repair manual. For valve seat are used heavily different angles. The order of use is also mandatory. Therefore in in this case you start with a 75° cutter head, start feeding with a 45° cutter, and finish milling the valve seat with a 15° cutter.
Another type of repair is grooving seats for repair inserts. To do this, according to the algorithm described above, the saddles are removed, after which, using a special cutting tool grind out places for them. The size of the repair area should be 0.01-0.02 cm smaller than the insert. Installation is carried out after heating the cylinder head and cooling the mounted elements.
On the one hand, a high quality kit, but also a more convenient kit for use in small workshops where the kit is only used for a few applications. When milling, the pressure must be applied exactly vertically from above. Milling should be done smoothly and carefully and only until the valve seat width reaches the specified width. It only needs to be reworked until a uniform threadless area is achieved without any marks.
Below are instructions for using valve manifolds. A simpler valve set has two spring heads. First, the head is placed on the pilot. The pilot with the frying head is then guided vertically into the valve sleeve. Once the angle and width have been reached, milling head is replaced by a grinding head, and the surface is thoroughly ground until the surface is evenly smooth. It's easier with an offer of more High Quality. The pilot is placed in the valve guide socket.
Valve seats showing signs of wear or combustion effects can be refinished as long as the maximum permissible refinishing size is maintained. If this size is exceeded, the hydraulic lash compensator in the valve drive ceases to perform its functions. In this case, replace the cylinder head. Valve seats should always be treated to ensure a perfect appearance. work surface. Valve seats can be repaired using normal workshop tools. Reamers are required for finishing. Since handling these tools requires some skill, the work should be done in a workshop.You can attempt to bore correctly yourself at your own peril and risk. However, given the complexity of the procedure and the required high precision works, such manipulations are best performed in a qualified auto repair shop or auto repair plant.
Attention: The exhaust seats are equipped with an additional narrowing. When finishing, be sure to pay attention not to damage the narrowing radius.
Determining the maximum allowable size of additional processing
Insert the valve and press firmly against the seat.
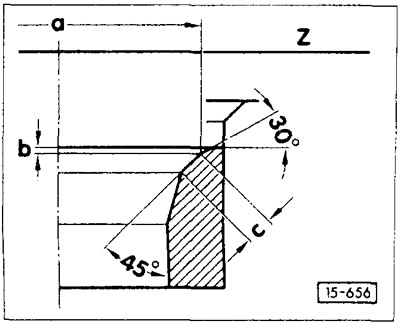
Measure the distance -a- between the end of the valve stem and the plane of the contact surface of the cylinder head.
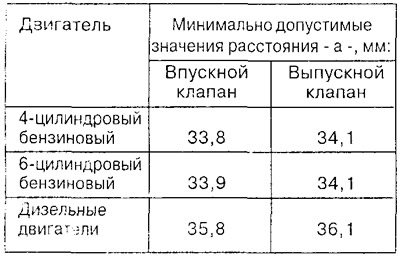
In order to obtain the maximum allowable size of additional processing, you need to subtract its minimum allowable value from the measured distance -a-.
So:

Gasoline engine intake valve seat
Gasoline engine exhaust valve seat
Valve seat angle and width

1) with an intake valve length of 105.95 mm, c = max. 1.4 mm
b - maximum allowable size of additional processing (calculated)
Z - lower contact surface of the cylinder head
30° - upper adjustment angle
45° - valve seat chamfer angle
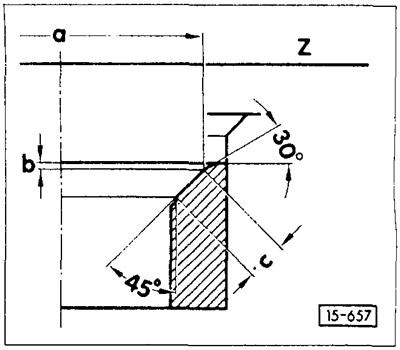
Diesel engine valve seat

1) Maximum outside diameter adjustment cutter
15° Correction angle
45° = Valve seat chamfer angle
d - maximum allowable size of additional processing (calculated)
Attention: The engine has a power of 160 hp. exhaust valves are sodium filled. Therefore, before scrapping these valves, it is necessary to saw through the rod with a hacksaw, and then throw them into a vat filled with water. During a stormy chemical reaction The sodium content burns, so you need to step back and protect your eyes.