Den er installert i hullene på sylinderhodet beregnet for å installere ventiler og destillere luft-drivstoffblandingen og avgasser gjennom dem. Delen presses inn i sylinderhodet på fabrikken.
Utfører følgende funksjoner:
- hulltetthet;
- overfører overflødig varme til sylinderhodet;
- gir nødvendig tilstrømning luft når mekanismen er åpen.
Utskifting av ventilsetet er nødvendig når det ikke er mulig å gjenopprette tettheten ved hjelp av mekanisk bearbeiding (mange behandlinger tidligere, utbrenthet, alvorlig slitasje). Du kan gjøre dette selv.
Her er racinghodet i Borovsky med legeringsseter satt inn. Selv for en racerbremsemotor som bare går i noen få sekunder, belegger vi titanventilene, sier Hooper, fordi de med aggressive kam åpner og lukker seg så hardt.
De reverserte vinklene på ventilen og radiusen som passer inn i stammen er tilleggsvariabler som bidrar til ytelsen luftstrøm. Igjen er det mange teorier angående antall reverserte vinkler og deres overganger, samt valget mellom tulipan- eller spikerhodeventildesign.
Delereparasjoner utføres når:
- plate utbrenthet;
- etter utskifting av styreforingene;
- med en moderat grad av naturlig slitasje;
- hvis tettheten til forbindelsen mellom ringen og platen er brutt.
Korrigering av slitte og skadede saler hjemme gjøres ved hjelp av kuttere. I tillegg kan det hende du trenger en sveisemaskin eller kraftig gassbrenner, standard sett skiftenøkler, nødvendig for demontering og demontering av sylinderhodet, lapping pasta, drill. 
"Den generelle ideen er at en tulipanutløserventil hjelper alle," sier Rier. Dette er ikke tilfelle hvis halsen er for liten. Da er det bedre med en spiker. På kamerasiden opererer motorene også med ulike ventilkanttykkelser og har også mulighet for tilt eller feltradius. En konsensus om ventildesign er at avgassreserven bør være tykkere enn inntaket.
Lang motorlengde
Her er to titaninntaksventiler som ser nesten identiske ut, men det er subtile forskjeller som vil være nyttige for spesifikke bruksområder. Til høyre er et 52-graders, 0,050-tommers sete med 35-graders bakgrunnsbelysning og en 0,80-tommers kant. Til høyre er et 0,50" 50-graders sete med 35-graders bakgrunnsbelysning og 0,70" kant. Begge skuddene er 0,80 tommer brede.
Bytte seter
Utskiftingsprosedyren består av to viktige prosedyrer: fjerning av gamle deler og montering av nye.
Fjerning av gamle planteelementer
Utskifting av ventilseter utføres på et demontert sylinderhode med en demontert gassfordelingsmekanisme. Du kan fjerne den gamle ringen ved hjelp av sveisemaskin, hvis materialet den er laget av tillater at dette kan gjøres.
"Den er vanligvis 0,01 til 0,020 tommer bredere ved eksosenden," sier Hooper. "Du kan gå 0,40 tommer på inntaket og 0,60 til 0,80 tommer på eksosen." Topp drivstoff har ikke annet enn 55 grader, med skikkelig tykke kanter på eksossiden, sier Urrutia. "Du ønsker å få radius i hjørnet slik at den ikke utsetter seg for varme punkter."
"Du må være veldig forsiktig, ikke bare med tykkelsen på kanten, men også med forholdet mellom ryggvinkel og platevinkel hvis du bestemmer deg for å sprette ventilen," advarer Manley. "Slutningsvinkelen avhenger av ventilløftet og formen på ventilen," legger Rier til. Noen kan jobbe veldig effektivt med én vinkel, og noen vil klare seg bedre med to. Du gjør overgangen til ventilen på setet på samme måte som du gjør overgangen til ventilhengslet på setet. Og disse overgangene endres avhengig av kammen og løftekurven.
For å utføre prosedyren lages en ventilsetefjerner - en gammel unødvendig ventil tas, hvis plate må slipes til størrelse indre diameter saler
Etter dette settes det resulterende verktøyet inn i setet, 2-3 mm kort fra kanten, og "gripes" ved sveising på 2-3 steder. Etterpå slås ventilen sammen med metallringen ut fra baksiden med en hammer.
Montering av nye saler
Dette sylinderhodet vil kjøre på en alkoholrensemotor. Kobberberylliumsetet er behandlet med et 50-graders sete og en 40-graders toppvinkel. Rett under setet er et veldig smalt 60-graders snitt, som Ertman sier hjelper 50-graders flyt like mye som 55-graders. De neste tre hjørnene er bredere enn normalt for å minimere store drivstoffdråper assosiert med alkohol.
Sylinderhode
Synergien mellom ventilseteområdet og ventilhodet er tydeligvis avgjørende for optimal luftstrøm og motorytelse. Mye av utviklingen og forbedringen kommer fra prøving og feiling og strømningstesting gjennom væskedynamikksimuleringer, og tilbyr tilleggsinformasjon om alle vinklene som må vurderes. Men hvor hardt presser syklistene for å hente et par hestekrefter før bunnlinjen treffer?
Viktig! Sveiseprosedyren kan forårsake en viss deformasjon av setet. I dette tilfellet vil standardsadler ha svak feste, noe som kan føre til spontan demontering under motordrift. Ringer med økt diameter kreves, som ikke selges i butikker, men lages på bestilling.
Noen hoder stiger til et 65-graders ventilsete, sier Boggs. "Men det blir ganske stygt å bevare materialet." Lavkonjunkturskifte og blyfri drivstoff. Et blytilsetningsstoff i bensin forhindret slitasje på eksosventilsetet under de kombinerte effektene av varme og ventillukking. Ledningen virket ved å hemme støtsveisingen av ventilen til ventilsetet. Denne typen sveising, selv i mikroskopisk skala, forårsaker til slutt betydelig tap av mykt metall fra ventilsetet i støpejernshoder og lar ventilen synke lenger og lenger ned i hodet.
Ventilseter laget av ikke-sveisbare metaller kan fjernes ved å skru et stykke rør inn i setet som en ventilsetefjerner. For å gjøre dette på indre overflate ringene er gjenget. En lignende tråd påføres den ytre overflaten av et metallrør med passende diameter.
Fjerning av bly fra drivstoffet fjerner motorens livslange beskyttelse. Vil dette problemet påvirke Healy? Det kan, avhengig av tilstanden til kjølesystemet og måten du administrerer det på. Motorveibruk og tauing er de mest sannsynlige pådriverne for ventilseteslitasje. Skitne og forurensede kjølesystemer er også syndere.
Vinkel mellom ventilflate og sete
Det er vanskelig å generalisere, men slitasje kan være ganske rask når ugunstige forhold, men knapt merkbar i milde forhold. Det første symptomet er en mer stillegående motor ettersom ventilklaringene gradvis forsvinner og den tilhørende bankelyden stopper. Det neste symptomet vil være en alvorlig feiltenning på grunn av ventilbrenning og feil.
En gammel ventil tas og sveises først til enden av røret i omvendt posisjon. I dette tilfellet settes ventilstammen inn i hullet beregnet på den, røret skrus inn i gjengen, hvoretter elementet fjernes ved å banke på stammen.
Montering av nye saler
Før du starter installasjonsprosedyren av nye saler, blir setene under dem renset for skitt. Etter at sylinderhodet skal varmes jevnt opp til en temperatur over 100˚C. Samtidig utvider metallet seg, slik at ringen kan presses inn.
Det er flere alternativer for å velge drivstoff og motormodifikasjoner. Valget ditt vil avhenge av hvordan du bruker bilen din og økonomien din. Problemer kan ikke oppstå før om flere år. Erstatningsbensin inneholder alternative tilsetningsstoffer for å bekjempe slitasje på ventilseter. Disse tilsetningsstoffene er absolutt mindre effektive enn bly, men vil gi begrenset beskyttelse. De er allment tilgjengelige, men moderat dyre.
Bruk blyfritt drivstoff med proprietære tilsetningsstoffer. Disse kosttilskuddene har forskjellige kjemikalier og anbefalinger bør ikke blande dem; velg en og hold deg til den. Vær oppmerksom på at noen av disse kosttilskuddene også er tilgjengelige med en oktanforsterkerkomponent.
Den monterte delen avkjøles med flytende nitrogen. I fravær kan du bruke en kombinasjon av is og aceton, som lar deg redusere temperaturen på metallet til -70˚C. Dimensjonene til delene er valgt på en slik måte at forskjellen mellom diameteren på setet og ringen ikke er mer enn 0,05-0,09 mm på kalde deler.
Den har kommet tilbake på markedet på utvalgte bensinstasjoner. Motor og andre modifikasjoner. Såkalte drivstoffkatalytiske pellets kan installeres i drivstofftanken eller i matemodus. De er inerte og vil ikke forårsake skade, men de vil ikke gi noen beskyttelse.
Montering av innsatte tette ventiler. Spesialiserte manuelle maskiner kan bearbeide ventilsetene dine i støpejern og presspasse ventilseter som vil motstå slitasje og tillate bruk av blyfri drivstoff uten tilsetningsstoffer. Bare eksosventilsetene må skiftes. Kostnaden er moderat og ytelsen skal være pålitelig hvis jobben er utført riktig. Hvis dette ikke er tilfellet og innsatsene faller ut, vil du sannsynligvis trenge ombygging av nytt hode og motor.
Ventilsetet presses på plass ved hjelp av en spesiell dor eller et rørstykke med passende diameter. Delen skal passe inn i setet med liten innsats. I dette tilfellet er det viktig at ringen passer uten forvrengning.
Etter å ha trykket inn og avkjølt sylinderhodet, bør du sjekke om elementet er løst i setet. Hvis det ikke er et gap og det erstattede elementet holdes tett på plass, kan utskiftingsprosedyren anses som fullført. Deretter må du trimme ventilsetene ved hjelp av kuttere.
Hoder fra aluminiumslegering forbereder med spesielle ventiler og seter. Du kan kjøre blyfritt drivstoff på ubestemt tid, motta beste egenskaper motor på grunn av forbedret hodedesign og bærer mye mindre vekt!
Ventilsetet bør ikke være for bredt for tetningsformål og ikke for smalt for god varmeoverføring. Den må også opprettholde sin form uten det tidligere beskyttende blybelegget. Ventilsetet kan reproduseres og skiftes ut når motoren eller sylinderhodet bygges om. I tillegg til 45° ventilsetevinkel, har den to korreksjonsvinkler på 15° og 75°. Andre vinkler er mulige her. Fresing på ventilsetet gjør det bredere, fresing på korrigeringsvinklene gjør det smalere.
Viktig! Under standard utskiftingsprosedyre er ventilplatene til alle ventiler satt ganske høyt. Noen eksperter anbefaler imidlertid å behandle faser på en slik måte at eksosventiler satt litt dypere enn normalt. Inntaksventilsetet forlates i normal posisjon.
Reparasjon av sal
Reparasjon av ventilseter utføres når de er naturlig utslitt og skiven ikke passer tett til setet.
Ventilseteringer er noen ganger et viktig tema for sluttbrukeren, for eksempel. For eksempel når det gjelder en klassisk bil som er brukt til mer tidlige arter drivstoff med blytetraetyl. Ventilen starter, lekker og brenner til slutt ut.
Maskinering av nytt sete
De viktigste overvåkingstiltakene her er hyppige ventilklaringskontroller og selvfølgelig montering av riktige ringer ved reproduksjon av sylinderhodet. Men selv motorer som er konvertert til å gå på gass kan utvikle problemer på dette stadiet. Det viser også høy belastning dersom ventilene med sine pansrede flater med ti tusen ganger lukking plutselig bremses ned her. Samtidig gir et intakt ventilsete sårt tiltrengt varmeoverføring fra ventilskiven til sylinderhodet.
For å gjenopprette geometrien til ringene, brukes ventilsetekuttere - et sett med fresehoder som gjør det mulig å lage de nødvendige vinklene. 
Kjegler kan brukes i kombinasjon med Spesial utstyr. Det er imidlertid dyrt. Derfor, hjemme, brukes en skrallenøkkel med forlengelse. Riktig behandlede områder har vinkler på 30˚, 60˚ og 45˚. Behandlingen av ventilseter for å lage hver av dem utføres med riktig kutter.
Og selvfølgelig må den tette hundre prosent. Stållegeringer dominerer i ventilmaterialer, også i ventilseteringer, men produseres ved sentrifugalstøping. De resulterende sentrifugalkreftene fører til en viss komprimering av mikrostrukturen. Sintringsprosessen er helt annerledes. Her er metallpulverene forhåndskomprimert, og som en relativt løs kompositt, oppnås deres struktur kun gjennom faktisk varmebehandling, hvor kun komponentene i forbindelsen smeltes. I begge tilfeller kreves det selvsagt presis måling som etterbehandling.
Sliping av ventilseter krever ikke oppvarming eller annen bearbeiding. Grooving utføres "tørt". I fremtiden, på tidspunktet for lapping, er det nødvendig å bruke en spesiell lappingpasta. For prestasjon beste resultat Det anbefales å slipe inn nye seter manuelt fremfor å bruke en drill.
Dessuten er det å sveise ventilen og setet og deretter slå det ut ikke annet enn den siste visdommen. Her må du slipe det spesifikt for ikke å belaste strukturen til sylinderhodet. I kontrast er det et enkelt spill å sette inn nye setringer fordi du kan skape nok bevegelsesfrihet med varme og kulde.
På grunn av deres stivhet må ventilseter i sylinderhodet bearbeides med frese-, slipe- og dreieverktøy. Ventilsetet i ventilhodet eller sylinderhodet gjenopprettes ved hjelp av en ventilfjær. Det må sikres at valg av fresehode stemmer med nøyaktig samme snitt som spesifisert i reparasjonshåndboken. For ventilsete brukes mye forskjellige vinkler. Rekkefølgen på bruk er også obligatorisk. Derfor, i i dette tilfellet du starter med et 75° kutterhode, begynner å mate med en 45° kutter og freser ferdig ventilsetet med en 15° kutter.
En annen type reparasjon er rilling seter for reparasjonsinnsatser. For å gjøre dette, i henhold til algoritmen beskrevet ovenfor, fjernes salene, hvoretter ved hjelp av en spesiell skjæreverktøy slipe ut steder for dem. Størrelsen på reparasjonsområdet bør være 0,01-0,02 cm mindre enn innsatsen. Installasjonen utføres etter oppvarming av sylinderhodet og avkjøling av de monterte elementene.
På den ene siden et sett av høy kvalitet, men også et mer praktisk sett for bruk i små verksteder hvor settet kun brukes til noen få bruksområder. Ved fresing må trykket påføres nøyaktig vertikalt ovenfra. Fresing bør gjøres jevnt og forsiktig og kun til ventilsetebredden når den angitte bredden. Det trenger bare å omarbeides til et jevnt trådløst område er oppnådd uten merker.
Nedenfor er instruksjoner for bruk av ventilmanifolder. Et enklere ventilsett har to fjærhoder. Først plasseres hodet på piloten. Piloten med stekehodet føres så vertikalt inn i ventilhylsen. Når vinkelen og bredden er nådd, fresehode erstattes av et slipehode og overflaten er grundig slipt til overflaten er jevn. Det er enklere med et tilbud om mer Høy kvalitet. Piloten plasseres i ventilføringskontakten.
Ventilseter som viser tegn på slitasje eller forbrenningseffekter kan etterlakkeres så lenge den maksimalt tillatte lakkeringsstørrelsen opprettholdes. Hvis denne størrelsen overskrides, slutter den hydrauliske slagkompensatoren i ventildrevet å utføre sine funksjoner. I dette tilfellet, bytt sylinderhodet. Ventilseter bør alltid behandles for å sikre et perfekt utseende. arbeidsflate. Ventilseter kan repareres med vanlig verkstedverktøy. Reamers kreves for etterbehandling. Siden håndtering av disse verktøyene krever en viss ferdighet, bør arbeidet gjøres på et verksted.Du kan forsøke å kjede deg riktig på egen risiko og risiko. Men gitt kompleksiteten av prosedyren og den nødvendige høy presisjon fungerer, utføres slike manipulasjoner best i et kvalifisert bilverksted eller bilreparasjonsanlegg.
OBS: Eksossetene er utstyrt med en ekstra innsnevring. Når du er ferdig, pass på at du ikke skader innsnevringsradiusen.
Bestemmelse av maksimal tillatt størrelse på tilleggsbehandling
Sett inn ventilen og trykk godt mot setet.
Mål avstanden -a- mellom enden av ventilstammen og planet til kontaktflaten til sylinderhodet.
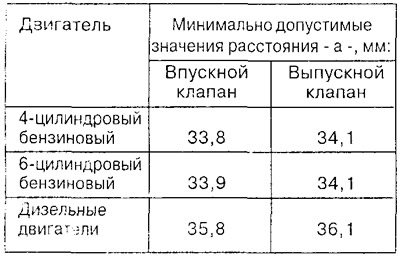
For å oppnå den maksimalt tillatte størrelsen på tilleggsbehandlingen, må du trekke dens minste tillatte verdi fra den målte avstanden -a-.
Så:

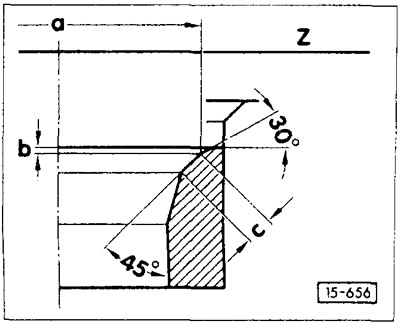
Bensinmotorinntaksventilsete
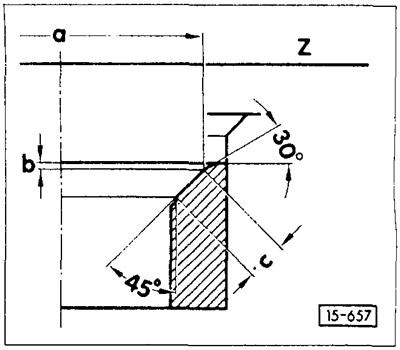
Eksosventilsete for bensinmotor
Ventilsetevinkel og bredde

1) med en inntaksventillengde på 105,95 mm, c = maks. 1,4 mm
b - maksimal tillatt størrelse på tilleggsbehandling (beregnet)
Z - nedre kontaktflate på sylinderhodet
30° - øvre justeringsvinkel
45° - ventilsetets skråvinkel
Dieselmotor ventilsete
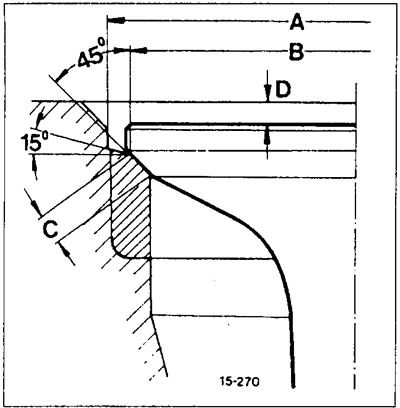

1) Maksimum utvendig diameter justeringskutter
15° korrigeringsvinkel
45° = Avfasningsvinkel på ventilsetet
d - maksimal tillatt størrelse på tilleggsbehandling (beregnet)
OBS: Motoren har en effekt på 160 hk. eksosventilene er natriumfylte. Derfor, før du skroter disse ventilene, er det nødvendig å sage gjennom stangen med en baufil, og deretter kaste dem i et kar fylt med vann. Under en storm kjemisk reaksjon Natriuminnholdet brenner, så du må gå tilbake og beskytte øynene.



