Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Вот гоночная головка в Боровском, в которой вставлены сиденья из сплава. Даже для двигателя гоночного тормоза, который работает всего несколько секунд, мы наносите покрытия на титановые клапаны, - говорит Хупер, - потому что с агрессивными кулачками они открываются и закрываются так сильно.
Обратные углы на клапане и радиус, который вписывается в шток, являются дополнительными переменными, которые вносят вклад в производительность воздушного потока. Опять же, существует множество теорий относительно количества обратных углов и их переходов, а также выбора между проектами клапанов в тюльпане или гвоздях.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
«Существует общая мысль, что выпускной клапан тюльпана помогает всем», - говорит Риер. Это не так, если горло слишком маленькое. Тогда лучше с гвоздем. На стороне камеры двигатели также работают с разной толщиной краев клапанов, а также имеют возможность наклона или радиуса поля. Один консенсус в отношении конструкции клапана заключается в том, что запас выхлопных газов должен быть толще, чем потребление.
Большой пробег двигателя
Вот два титановых впускных клапана, которые выглядят почти одинаковыми, но есть тонкие различия, которые были бы полезны для конкретных применений. Справа находится 52-градусное, 0, 050-дюймовое сиденье с 35-градусной задней подсветкой и краем 0, 80 дюйма. Справа находится 50-градусное сиденье размером 0, 50 дюйма с 35-градусной задней подсветкой и краем 0, 70 дюйма. Оба снимка имеют ширину 0, 80 дюйма.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом . Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
«Обычно на отрезке выхлопных газов он на 0, 01-0, 020 дюймов шире», - говорит Хупер. «Вы можете пойти 0, 40 дюйма на входе и от 0, 60 до 0, 80 дюйма на выхлоп». Топ-топливо не имеет ничего, кроме 55-градусной, с реальными толстыми краями на выхлопной стороне, - говорит Уррутия. «Вы хотите получить радиус радиуса в углу, чтобы он не подвергал себя воздействию горячих точек».
«Вы должны быть очень осторожны не только с толщиной поля, но и с отношением заднего угла к углу тарелки, если вы решите попить клапан», предупреждает Мэнли. «Задний угол зависит от подъема клапана и формы клапана», добавляет Риер. Некоторые могут работать с одним углом очень эффективно, а некоторые из них будут лучше с двумя. Вы делаете переход на клапан на сиденье так же, как вы делаете переход в шарнир клапана на сиденье. И эти переходы меняются в зависимости от кулачка и кривой подъема.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Монтаж новых седел
Эта головка цилиндра будет работать на продувочном спиртовом двигателе. Медь бериллиевое сиденье обрабатывается с 50-градусным сиденьем и 40-градусным верхним углом. Прямо под сиденьем очень узкое 60-градусное сокращение, которое говорит Эртман, помогает 50-градусный поток, как 55-градусный. Следующие три угла шире, чем обычно, чтобы свести к минимуму большие капли топлива, связанные с алкоголем.
Головка блока цилиндров
Очевидно, что синергия между областью седла клапана и головкой клапана имеет решающее значение для оптимального расхода воздуха и двигателя. Большая часть разработок и усовершенствований исходит из проб и ошибок и тестов проточной среды с помощью моделирования динамики гидродинамики, предлагая дополнительную информацию обо всех углах, которые необходимо учитывать. Но как сильно крутятся гонщики, чтобы забрать пару лошадиных сил, прежде чем наступит момент уменьшения прибыли?
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Некоторые головки поднимаются на 65-градусное седло клапана, - говорит Боггс. «Но это становится довольно уродливым в сохранении материала». Сдвиг спада и неэтилированного топлива. Присадка свинца в бензине предотвращала износ седла выпускного клапана при комбинированном воздействии тепла и закрытия клапана. Свинец воздействовал путем ингибирования ударной сварки клапана на седле клапана. Такая сварка, даже в микроскопическом масштабе, в конечном итоге приводит к значительной потере мягкого металла из седла клапана в чугунных головках и позволяет клапану все дальше и дальше опускаться в головку.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Извлечение свинца из топлива снимает защиту вашего двигателя на протяжении всей жизни. Повлияет ли эта проблема на моего Хили? Он может, в зависимости от состояния вашей системы охлаждения и способа, которым вы управляете. Использование автомагистралей и буксировка являются наиболее вероятными промоторами износа седла клапана. Загрязненные и загрязненные системы охлаждения также являются преступниками.
Угол между рабочей фаской клапана и седлом
Трудно обобщить, но износ может быть довольно быстрым при неблагоприятных условиях, но едва заметным в мягких условиях. Первоначальный симптом - более тихий ходовой двигатель, так как зазоры клапанов постепенно исчезают, а связанный стук прекращается. Следующий симптом будет серьезным пропуском зажигания из-за сжигания клапана и отказа.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Существует несколько вариантов выбора модификаций топлива и двигателя. Ваш выбор будет зависеть от характера использования автомобиля и состояния ваших финансов. Проблемы могут не возникнуть в течение нескольких лет. Бензиновый сменный бензин содержит альтернативные добавки для борьбы с износом седла клапана. Эффективность этих добавок, несомненно, уступает свинцу, но они будут обеспечивать ограниченную защиту. Они широко доступны, но умеренно дорогие.
Использование неэтилированного топлива с фирменными добавками. Эти добавки имеют разные химические вещества, и рекомендации не должны смешивать их; выберите один и придерживайтесь его. Обратите внимание, что некоторые из этих добавок также доступны с октановым вспомогательным компонентом.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Он вернулся на рынок на отдельных заправочных станциях. Двигатель и другие модификации. Так называемые топливные каталитические гранулы могут быть установлены в топливном баке или в режиме подачи кормов в линию. Они инертны и не нанесут вреда, но они не обеспечат никакой защиты.
Установка вставленных уплотненных клапанов. Специализированные автоматы для механических машин могут обрабатывать ваши сиденья из чугунного клапана и нажимать на запрессованные задвижки седла клапана, которые будут сопротивляться износу и позволяют использовать неэтилированное топливо без добавок. Необходимо заменить только седла выпускного клапана. Стоимость умеренная, и производительность должна быть надежной, если работа выполнена правильно. Если это не так, и вставки выпадают, вам, вероятно, потребуется новая головка и перестроение двигателя.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Головки из алюминиевого сплава готовятся со специальными клапанами и сиденьями. Вы можете запускать неэтилированный топливо на неопределенный срок, получать лучшие характеристики двигателя из-за улучшенной конструкции головы и носить намного меньше веса!
Седло клапана не должно быть слишком широким из-за герметичности и не слишком узким из-за хорошей теплопередачи. Он также должен поддерживать свою форму без ранее защитного свинцового покрытия. Седло клапана может быть переработано и заменено при ремонте двигателя или головки цилиндров. В дополнение к углу седла клапана 45 ° он имеет два угла коррекции 15 ° и 75 °. Здесь возможны другие углы. Фрезерование на седле клапана делает это более широким, фрезерование на углах коррекции более узким.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
Кольца седла клапана иногда являются важной темой для конечного пользователя, например. Например, когда дело доходит до классического автомобиля, который использовался для более ранних видов топлива с тетраэтилом свинца. Клапан запускается, протекает и в конечном итоге горит.
Механическая обработка нового седла
Важнейшими мерами наблюдения здесь являются частые проверки зазора клапана и, конечно же, установка подходящих колец при переработке головки цилиндров. Но даже двигатели, которые были преобразованы в работу с газом, могут получить проблемы на этом этапе. Здесь также показана высокая нагрузка, если клапаны с их бронированными поверхностями с закрытием в десять тысяч раз резко замедляются именно здесь. В то же время неповрежденное седло клапана обеспечивает очень необходимую передачу тепла от диска клапана к головке блока цилиндров.
С целью восстановления геометрии колец применяются шарошки для седел клапанов - набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
И, конечно, он должен запечатать сто процентов. Стальные сплавы преобладают в материалах клапана, также в кольцах седел клапанов, но изготавливаются центробежным литьем. Полученные центробежные силы приводят к некоторому уплотнению микроструктуры. Совсем другое - процесс спекания. Здесь металлические порошки предварительно прессуются и, будучи относительно рыхлым композитом, их структура получается только при фактической термообработке, в которой расплавляются только компоненты соединения. В обоих случаях, конечно, в качестве обработки после обработки требуется точное измерение.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Кроме того, сварка клапана и сиденья и последующее выбивание - это не более чем последний вывод мудрости. Здесь нужно размалывать специально, чтобы не обременять структуру головки блока цилиндров. Напротив, вставка новых колец седла - легкая игра, потому что вы можете создать достаточную свободу движения с теплом и холодом.
Из-за их жесткости седла клапанов в головке цилиндра должны обрабатываться фрезерным, шлифовальным и токарным инструментами. Седло клапана в головке клапана или головке цилиндра восстанавливается с помощью пружины клапана. Необходимо обеспечить, чтобы выбор фрезерной головки соответствовал точному такому же разрезу, как указано в руководстве по ремонту. Для сиденья клапана используются сильно разные углы. Порядок использования также является обязательным. Поэтому в данном случае вы начинаете с режущей головки 75 °, начинаете подачу с помощью резца на 45 ° и заканчиваете фрезерование седла клапана с помощью режущего инструмента на 15 °.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
С одной стороны, высококачественный набор, а также более удобный набор для использования в небольших мастерских, где набор используется только для нескольких приложений. При фрезеровании давление должно выполняться ровно вертикально сверху. Фрезерование должно выполняться плавно и осторожно и только до тех пор, пока ширина седла клапана не достигнет установленной ширины. Нужно только переработать до тех пор, пока не будет достигнуто равномерное безрезьбовое место без каких-либо следов.
Ниже приведены инструкции по использованию клапанных коллекторов. Более простой набор клапанов имеет две пружинные головки. Во-первых, голова ставится на пилота. Затем пилот с жарочной головкой направляется вертикально в втулку клапана. Как только угол и ширина достигнуты, фрезерная головка заменяется шлифовальной головкой, а поверхность тщательно измельчается до тех пор, пока поверхность не станет ровно гладкой. Легче это с предложением более высокого качества. Пилот помещается в направляющую розетку клапана.
Седла клапанов со следами износа или влияния процесса сгорания могут подвергается чистовой обработке, пока выдерживается максимально допустимый размер дообработки. Если этот размер превышен, то гидравлический компенсатор зазора в приводе клапанов перестает выполнять свои функции. В этом случае головку цилиндров заменить. Седла клапанов всегда обрабатывать так, чтобы обеспечить безупречный вид рабочей поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов мастерской. Для чистовой обработки требуются развертки. Так как обращение с этими инструментами требует определенного навыка, работу следует выполнять в мастерской.Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Внимание: Выпускные седла снабжены дополнительно сужением. При чистовой обработке обязательно обращать внимание на то, чтобы не повредить радиус сужения.
Определение максимально допустимого размера дообработки
Клапан вставить и плотно прижать к седлу.
Измерить расстояние -а- между торцом стержня клапана и плоскостью контактной поверхности головки цилиндров.
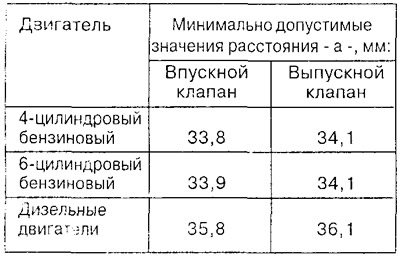
Для того, чтобы получить максимально допустимый размер дообработки, нужно из измеренного расстояния -а- вычесть его минимально допустимое значение.
Итак:

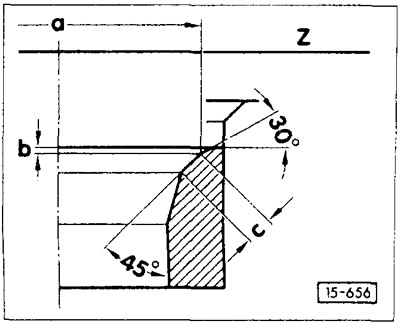
Седло впускного клапана бензинового двигателя
Седло выпускного клапана бензинового двигателя
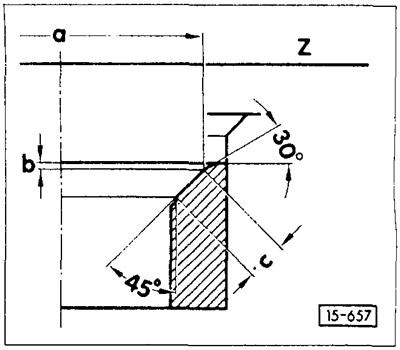
Угол и ширина посадочной фаски седла клапана

1) при длине впускного клапана, равной 105,95 мм, с = макс. 1,4 мм
b - максимально допустимый размер дообработки (вычисляется)
Z - нижняя контактная поверхность головки цилиндров
30° - верхний корректировочный угол
45° - угол фаски седла клапана
Седло клапана дизельного двигателя
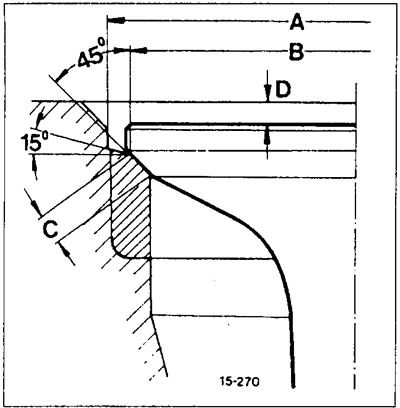

1) Максимальный наружный диаметр корректировочной фрезы
15° Корректировочный угол
45° = Угол фаски седла клапана
d - максимально допустимый размер дообработки (вычисляется)
Внимание: У двигателя мощностью 160 л.с. выпускные клапаны имеют натриевое наполнение. Поэтому у этих клапанов, прежде чем пускать их в лом, необходимо пропилить ножовкой по металлу стержень, после чего бросить их в заполненный водой чан. Во время бурной химической реакции натриевое наполнение сгорает, поэтому необходимо отступить назад и защитить глаза.



